 Hotline服務熱線:010-61006450
Hotline服務熱線:010-61006450
 簡體中文
簡體中文吸入制劑的春天即將到來-- BFS生產線技術
在國家第四批集采中,吸入用硫酸沙丁胺醇溶液(5mg/2.5ml)作為吸入制劑首次被納入且中標,預示著吸入制劑已引起國家重視,春天即將來臨。與此同時,吸入制劑仍以平均每月近10個受理號的速度進行申報,緊鑼密鼓準備第五批集采。
對于霧化吸入溶液劑,絕大多數品種為低密度聚乙烯或聚丙烯材質包裝的單劑量制劑,鮮有玻璃安瓿包裝品種,國內仿制品包裝情況也基本與原研制劑一致,原因為何呢?
為什么我們要摒棄常規的玻璃安瓿小水針線而選擇設備較昂貴、無菌級別相對較低的吹灌封(BFS)一體設備呢?
我想生產廠家及監管機構主要從用藥安全性、劑型給藥特性及資源集約等方面考慮。下面我們簡單介紹一下BFS生產線的技術概況。
BFS ( Blow/Fill/SeaI )生產線集制瓶、灌裝、封口三個步驟于一體,也叫做“三合一”技術,是無菌制劑灌裝線的一種。始于20世紀60年代,可用于無菌液體制劑(溶液、乳狀液、混懸液)和無菌半固體制劑(凝膠、乳霜和軟膏)生產。在制藥行業,目前主要應用于終滅和非終滅無菌液體制劑生產,如滴眼液、注射液、吸入溶液等。
? 歐洲
歐洲是 BFS 技術的發源地,BFS 無菌灌裝工藝在歐洲應用的領域也比較廣泛。歐盟藥品管理部門對 BFS 無菌灌裝工藝有比較系統的法規和技術要求。與 BFS 無菌灌裝工藝相配套的指導性技術文件也比較多,如《EMEA 直接接觸塑料包裝材料指導原則》、《溶液劑型產品滅菌方法選擇的決策樹》、《藥品生產中計算機處理系統的驗證指南》等。
? 美國
美國是無菌藥品研發、生產大國和強國,也是 BFS 技術應用比較規范的國家。在國際吹/灌/封操作者協會(BFS IOA)的會員中有近半數的成員來自美國。FDA 和美國藥典(USP)在相應的技術報告中也對 BFS 無菌灌裝技術進行了較為系統的研究和闡述。
USP(1116)《潔凈室和其他受控環境的微生物學評價》中對 BFS 無菌灌裝技術先進性和安全性作出了科學的評價:“吹瓶-灌裝-封口三合一技術把容器的成型、溶液的灌裝、容器的封口在同一臺設備上完成。從容器成型到封口過程,不間斷工作,極少地暴露在環境中,從而獲得無菌效果。通過總結和分析介質灌裝的數據,印證了該系統的污染率可以達到0.001%”。
? 中國
我國為了鼓勵藥品生產企業使用 BFS 無菌灌裝工藝生產無菌藥品,提高無菌藥品的質量和無菌藥品的研發能力,《藥品生產質量管理規范(2010)》在附錄一(無菌藥品)中新增了第五章《吹灌封技術》。
“第十七條 用于生產非最終滅菌產品的吹灌封設備自身應裝有 A 級空氣風淋裝置,人員著裝應當符合 A/B 級區的式樣,該設備至少應當安裝在 C 級潔凈區環境中。在靜態條件下,此環境的懸浮粒子和微生物均應當達到標準,在動態條件下,此環境的微生物應當達到標準。用于生產最終滅菌產品的吹灌封設備至少應當安裝在 D 級潔凈區環境中。”
綜合各國有關 BFS 技術的法規,可以基本明確 BFS 無菌灌裝工藝的法規內涵:
- BFS 無菌灌裝工藝的整個生產過程由一臺設備自動完成,吹/灌/封工藝過程在 A 級風淋保護下的同一工位完成。
- BFS 無菌灌裝工藝可以生產非最終滅菌和最終滅菌兩種無菌產品。生產非最終滅菌產品的設備應安裝在 C 級環境中的 A 級層流下,人員按 A/B 級要求更衣,環境的懸浮粒子和微生物均應當達到標準,在動態條件下,環境中的微生物應當達到標準;生產最終滅菌產品時,設備應安裝在 D 級環境中的 A 級層流下,對環境中的微粒和微生物沒有具體要求。
- BFS 無菌灌裝工藝符合各國無菌藥品生產的法規要求。近 50 年的應用史驗證了 BFS 工藝是一種技術成熟、無菌保障能力強、應用范圍廣的無菌灌裝工藝。
BFS灌裝技術在制藥領域主要可滿足0.1ml~1500ml容量的灌裝,灌裝速度可滿足每小時20~60L的灌裝量,均具有在線清潔(CIP)和在線滅菌(SIP)功能,引入中國之后,主要應用于大容量注射劑生產,在2000年之后逐漸應用于小容量無菌液體制劑,且技術應用較為成熟。如杭州眼力健、浙大藥業、中國大冢、山西諾誠、辰欣藥業、山東羅欣等制藥企業已成熟應用于多個產品。
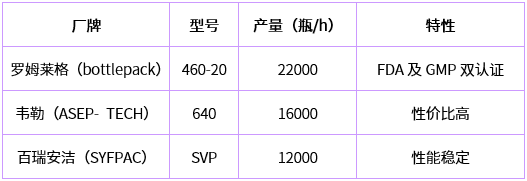
目前進入中國市場的BFS設備的制造商主要有德國的Rommelag(羅姆萊格)公司、美國的Weiler (韋勒)公司、意大利的Brevetti Angela(百瑞安潔)公司。其主要型號及生產能力如下表所示(以2~5ml灌裝量為例):
國內生產BFS線的制造商主要有楚天科技、上海東富龍、上海位山等。主要型號及生產能力如下表所示(以2~5ml灌裝量為例):
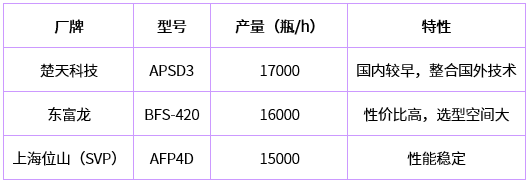
通過以上產量參數對比看,國內設備基本可與國外品牌相媲美,而且有價格低廉的優勢,近幾年,也有部分藥企選用。在小容量無菌液體制劑灌裝方面,與國際品牌有如下差距:
- 自動化程度及在線驗證合規性較國外有一定差距;???????
- 設備結構需要進一步優化,內外部體積及重量較國外落后,會造成物料浪費。
01 基本過程
BFS工藝通常由3個工藝過程完成無菌產品的生產,在10s內即可完成以下三個步驟,具體如下:
? 擠出 → 成型
注塑機將經擠壓/熱熔的(170~230 ℃,35 MPa)塑料管坯擠入到打開的模具中,合攏主模具,加熱的割刀將管坯割斷,同時將管坯和容器密封。芯軸單元下降到容器頸部部位,用潔凈壓縮空氣吹瓶(小的容器成型采用抽真空法)。
材料:目前,BFS 較普遍使用塑料顆粒有 PE(聚乙烯)和 PP(聚丙烯)兩種。其中低密度聚乙烯(LDPE)較高密度聚乙烯(HDPE)透明性好,表面硬度低,但軟化點低,擠出吹塑法最常用。聚丙烯(PP)材質耐熱性好(可耐熱121℃),透明性好,強度高;但加工窗口窄,成型性較差,低溫變脆,需要添加劑,有析出可能。國際比較認可的藥用級塑料顆粒生產商為德國的巴塞爾(Basell),美國的Huntsman和日本的優尼卡,其中德國巴塞爾的塑料顆粒產品較多,質量較好。
? 灌裝
通過芯軸單元,將待灌裝的產品經過精密計量系統(時間壓力定量法)灌入容器內,同時形成魯爾口。
? 密封 → 模具打開
當芯軸單元回撤后,頭模合攏,用真空抽取進行密封。密封后打開模具,容器成品被輸送出設備。設備開始進行下一個生產周期,依次重復,循環運行。
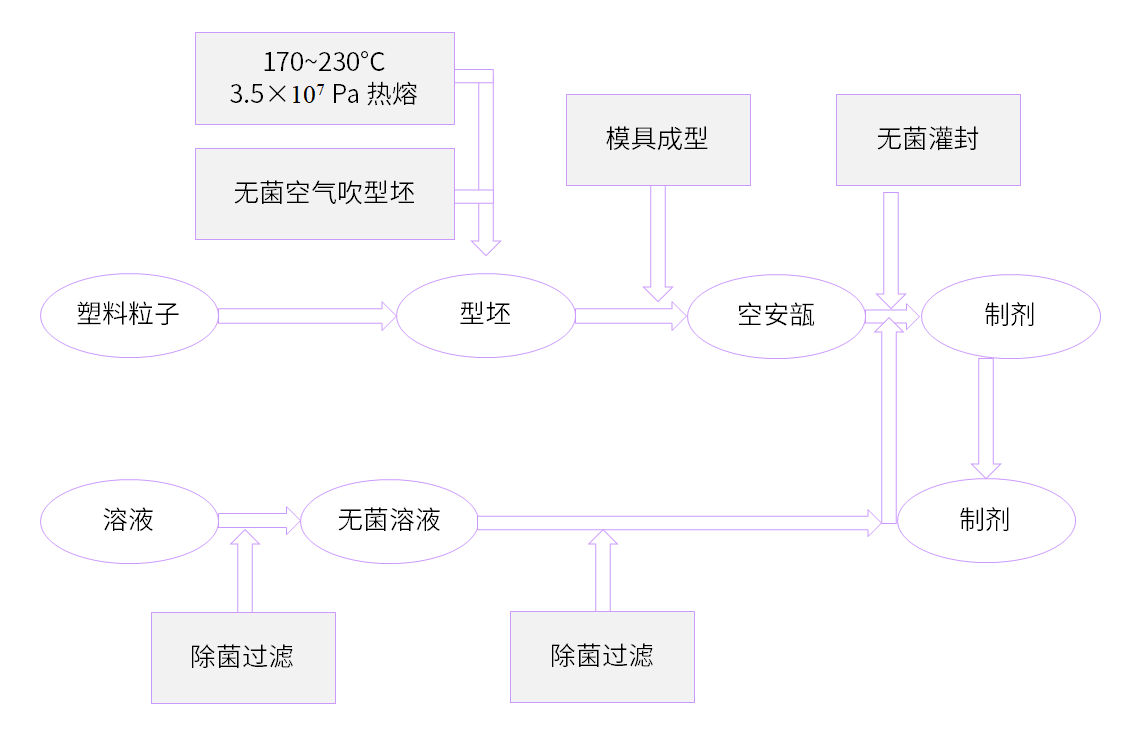
▲ BFS無菌灌裝工藝流程
在傳統的洗灌封無菌灌裝工藝中,由于設備不能真正實現CIP/SIP,特別是設備的關鍵組件要在使用前進行人工組裝、調試,因此會對設備和無菌環境造成污染。容器和組件都是外購的,要分別進行清洗、消毒,然后再組合在一起,每一環節都存在污染的風險,無法達到整個工藝過程都得到無菌保證的要求。
傳統工藝除了在無菌保證方面要求較低外,在灌裝、熔封及終端滅菌也有以下劣勢:
- 火焰熱熔封口,冷卻時安瓿內會產生負壓,使用時會有大量的細玻璃屑在負壓的作用下進入藥液中,使產品在使用時受到污染;
- 高溫滅菌過程會改變一些藥品的有效成分,同時產生“新物質”,造成藥害事件,有些產品受原料和工藝限制不能實現高溫滅菌,不符合無菌藥品生產工藝的要求;
- 傳統工藝在庫房面積,滅菌經濟性方面較差。
通過以上介紹表明,BFS技術在無菌保證方面總體上比傳統洗灌封工藝優勢明顯,為了保障整個生產工藝的無菌水平,還需要與BFS生產線配套的重要設施和設備,BFS生產流程示意圖如下:
? 潔凈廠房
各功能間的設置應符合無菌工藝要求,更衣間的設置要符合無菌更衣要求、稱量間一定要負壓、BFS機器灌裝部分要有C級背景下的A級層流保護、灌裝間要實施懸浮粒子和微生物的動態監測。因產品輸送通道的起點在A級層流區,終點在普通生產區,所以產品通道的兩端要有大于30 Pa的壓差。
? 制水系統
工藝用水是無菌產品生產的重要原料,在配制和CIP/SIP過程中,應保證工藝用水的各項指標不超標。工藝用水的分配系統可以CIP/SIP,純化水系統的過濾罐必須可以滅菌,并保證按經過驗證的SOP進行清洗,要在源頭上嚴控工藝用水的內毒素;純蒸汽供應及分配系統是SIP的關鍵設備,要有足夠的產汽量和壓力,輸送管線必須可以有效地排除冷凝水。冷凝水的存在會導致SIP失敗。注射用水和純蒸汽應在使用點加裝除菌過濾器。
? 壓縮氣體系統
在BFS工藝中為保證CIP/SIP的效果,最大限度地減少殘留量,原則上不使用輸送泵,用潔凈的壓縮空氣或惰性氣體做動力輸送物料。壓縮氣體直接與物料接觸,必須保證壓縮氣體無菌、無油、無水、無不溶性微粒。壓縮氣體的輸送系統要有活性炭過濾器用于吸附蒸發狀態的油霧和異味,壓縮氣體使用點要安裝除菌過濾器,氣體過濾器應列入完整性檢測范圍之內。
? 可以 CIP/ SIP 的無菌配液系統
無菌配液系統由配液罐、無菌儲罐、稱重模塊、除菌過濾器、閥門、工藝管線等組成。要求進入無菌儲罐的物料要達到無菌要求,并可在無菌狀態下保存較長時間。這一系統在工藝過程中要進行CIP/SIP,要求耐高壓、耐高溫、無殘留。
? 后處理設備
因BFS產品在加工的過程中,各部位都存在密封不嚴和泄漏的可能,因此要有一個與之配套的檢漏設備。在產品內包裝打印名稱及批號信息時應配備塑料安瓿印字機,如果采用貼標簽方式,應考慮粘合劑遷移問題。
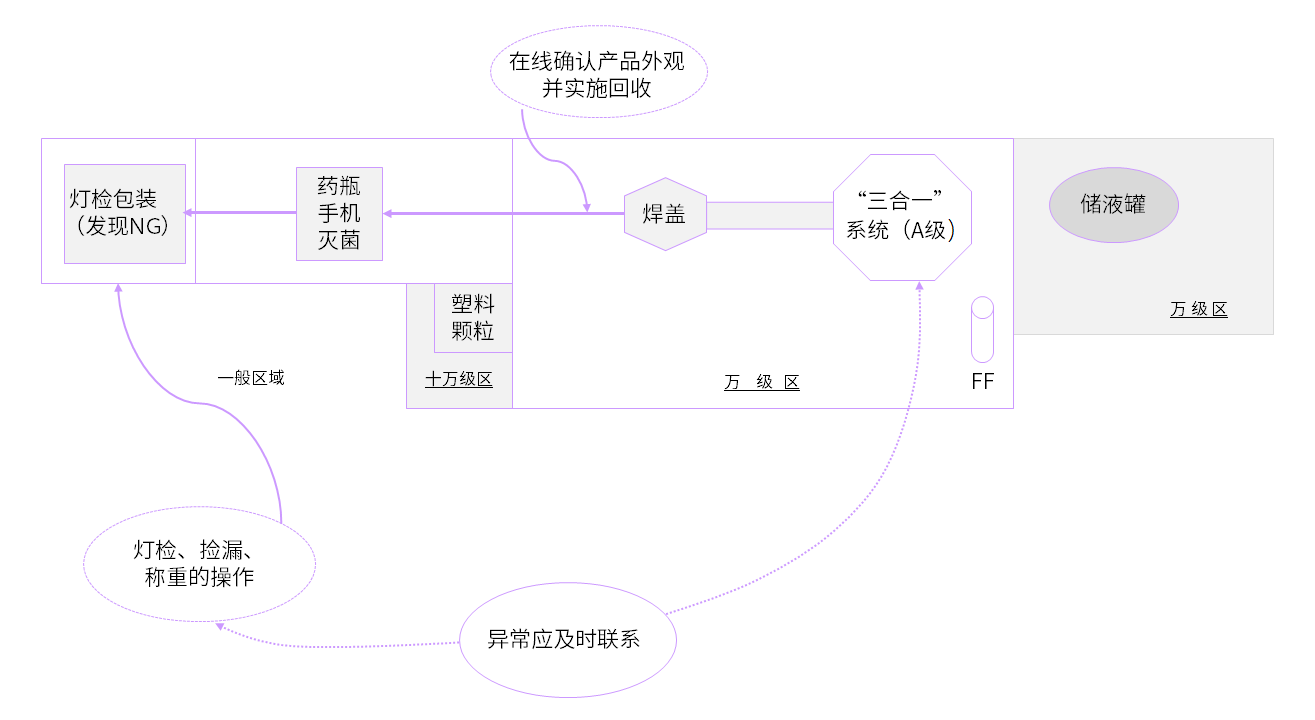
▲ BFS生產流程示意圖
在基于BFS技術的無菌液體制劑無菌驗證方面,我們主要從以下幾方面入手:
? 擠出工藝驗證
對于新的吹灌封設備有必要采用一定的方法證明吹灌封設備生產的包裝容器是無菌無熱原的,通過對塑料顆粒染菌對比實驗,經2015版藥典四部1100生物檢查法驗證容器無菌、無熱源。
? 在線清潔驗證
吹灌封設備的清潔驗證通過操作屏幕設定,在線清洗過程是自動運行的,這些設定的清洗參數需要經過驗證,只有通過驗證后才能夠用于生產,確保生產產品不會帶入超過限度的污染物。
完整清潔驗證程序還應該包括溶液的配制系統、溶液輸送管線和稱量原材料使用的工器具等,清潔驗證通常包括設備的評估、清洗操作規程的評估和清潔標識物的選擇與殘留限度的計算。
? 在線滅菌驗證
在線滅菌使用的是飽和蒸汽滅菌,采用設置在管線上固定位置的熱電阻來進行控制和監測。在線滅菌過程中,純蒸汽的影響最大,當純蒸汽壓力不夠、純度不夠或者流量不夠時會導致在線滅菌過程某點或者幾個監測點的溫度達不到設定值或者在設定值上下波動,影響結果。
? 過濾器驗證
在吹灌封無菌工藝中會使用產品過濾器和空氣過濾器,當然某些產品(例如混懸液)可能不會使用產品過濾器。過濾器的驗證包括過濾器性能確認和過濾工藝驗證兩部分,主要測試項目有微生物截留測試、可提取物、與產品的相容性、產品吸附、完整性測試等。
? 容器密封性驗證
在吹灌封無菌工藝中,容器的封口是自動完成的,容器在灌封完成后立刻由頭模進行密封。在封口不嚴的情況下,采用常規的真空檢漏法很容易檢測出來,但是極其細小的孔隙,常規方法很難檢出。通常采用微生物侵入法驗證容器的密封性能。
? 吹灌封無菌工藝的合格條件
對于一項無菌生產工藝,最終的判斷方法就是通過培養基模擬灌裝試驗,吹灌封無菌工藝也不例外,雖然它被證明具有良好的無菌保障能力,但是每個項目的生產環境、生產條件、人員等并不是完全一樣的,而且在 2010 版 GMP 附錄一無菌藥品中也規定了所有無菌工藝必須通過培養基模擬灌裝試驗。
BFS技術無菌液體制劑生產線
? 優勢
-
具有良好的無菌灌裝條件;
-
具有很高的自動化程度;
-
生產效率及精度較高;
-
適用不同規格、不同劑型制劑;
-
使用安全,符合環保要求,綜合成本低;
-
適合生物藥、血液制品及熱不穩定等非終滅無菌制劑的生產。
? 劣勢
-
前期生產線一次性投入成本高;
-
BFS模塊空調系統需獨立,潔凈廠房要求較高;
- 塑料容器相容性需要進行嚴格的風險評估。
-END-
北京新領先醫藥科技發展有限公司于2019年初成立了吸入制劑事業部,為藥學板塊八大事業部之一,專業從事吸入制劑從生產線設計、仿制藥及改良型創新藥開發、產業化技術轉移到注冊申報研發服務,為客戶提供完整解決方案。
吸入制劑事業部在國際認可的ISO9001質量管理體系下運行,組織架構、管理制度和研發流程成熟。現有研發人員近50人,50%以上為碩士學歷,主要研究及管理人員具有10年以上國內外項目管理、藥品開發、生產轉化及注冊申報經驗。
事業部具有完整的實驗室和符合GMP要求的中試放大制劑設備,包括配液系統(具有加熱和冷卻功能)、囊式過濾器、高剪切均質機、微射流納米均質機、安瓿熔封機、濕熱滅菌柜、無菌隔離器、吹灌封(BFS)一體機等,能滿足吸入制劑藥學研究階段各項需求,并配備良好的霧化特性檢測設備,液相色譜、氣相色譜和大型質譜類質量檢測設備及符合法規的網絡版數據管理系統,為整個藥學研發部分提供保障。
目前吸入制劑事業部在研品種10余個,多個品種已進入產業化階段,積累了豐富的產品開發和申報經驗,能夠高效的幫助企業完成申報注冊工作,獲得生產批件。

轉載聲明:未經本網或本網權利人授權,不得轉載、摘編或利用其他方式使用上述作品。已經本網或本網權利人授權使用作品的,應在授權范圍內使用,并注明“來源:新領先醫藥科技”。

 010-61006450
010-61006450 聯系地址:
聯系地址: 技術市場部:
技術市場部: 010-61006450
010-61006450
